|
| |
 |
|
|
| |
 연구책임자 : 이영선 연구책임자 : 이영선
전 화 : 055-280-3522
e-mail : lys1668@kims.re.kr
|
| |
|
 |
|
|
| |
변속기용 정밀단조 헬리컬기어는 차세대 변속기(6속 변속기, CVT, AMT 등)의 개발?이용에 따라 그 수량이 절대적으로 증가되고, 보다 Compact한 형태가 요구되면서 절삭기어에 비해 고강도의 저원가 공정인 단조공정을 이용한 제조공정으로 변환이 더욱 절실해지고 있다. 대표적인 변속기용 정밀단조 헬리컬기어 사진은 그림 1과 같다.
|
|
정밀단조는 가공 중 칩을 발생하지 않고 가공속도가 높으므로 소재이용률 및 대량생산 측면에서 매우 유리한 가공 기술이며 단조 된 제품의 우수한 기계적 특성으로 인해 산업 전반에 걸쳐 핵심부품의 생산에 널리 적용되고 있다.
각종 기어류는 대표적인 정밀단조품의 하나로서, 경제적 파급효과가 커서 현재까지도 세계적으로 집중적인 연구개발이 진행되고 있다. 단조에 의한 기어 제조는 기어의 치형 강도가 높고 대량생산에 의한 원가 절감이라는 장점 때문에 선진국에서 먼저 실용화되어 왔다. 국내에서도 자동차에 사용되는 클러치 기어(Cluch gear), 스플라인 기어(Spline gear), 직선형 베벨기어(Straight bevel gear), 스퍼기어(Super gear)등을 제조, 생산하고 있다. 그림 2는 자동차 변속기에 사용되고 있는 국산 단조품류를 나타내고 있다.
헬리컬 기어의 경우 선진국에서는 조향장치 부품용 압출형 헬리컬기어를 중심으로 개발이 완료되어 대량생산되고 있는 실정이며 현재는 변속기용 헬리컬기어를 냉간단조로 생산하고 있는데 1개 회사가 차지하는 생산량이 1,300억원/년에 달하고 있는 실정이다.
국내의 경우 조향장치용 헬리컬기어를 연구 개발하여 시제품을 제조하고 상용화하기 위한 노력을 기울인 바 있으며 대학, 연구소에서 연구차원의 개발이 이루어져 요소기술개발을 이룬바 있다. 그러나, 변속기용 헬리컬기어류는 고안전성, 고정밀도 문제로 인해 기술개발이 이루어지지 않고 있었다.
이에 따라 지식경제부 지역전략기획사업의 지원 하에 ‘차세대 변속기 구동부품 무선삭 정밀제조기술개발 ’에 대한 연구를 실시했으며 본 고에서는 헬릭스 각도가 30° 이상인 구동부품에 대해 연구한 결과를 소개한다.
|
|
|
| |
|
 |
|
|
| |
| |
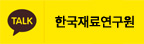
본 연구에서는 헬리컬 기어 성형 공정에서 금형 수명을 향상시키기 위해 다단공정(1~4단계)으로 설계 하였다. 1~2공정은 헬리컬 기어의 외부형상, 3공정에서는 열간 치형 성형 공정(예비 성형체), 4공정에서는 냉간 사이징(Cold sizing)공정으로 구성 하였으며 금형이 회전하지 않고 성형이 가능하도록 하였다. 실험 전 각 공정별 소재 유동 및 금형 수정을 위해 유한 유소 해석(FEM)을 실시하여 결과를 토대로 성형 공정을 수정·보완하였다.
헬리컬 기어 성형공정은 총 4공정으로 원소재는 원통형(38x62mm)으로 SCM420HB를 사용하며 1-2공정은 형단조와 폐쇄단조(Closed forging)로 기어 외부 형상을 성형하기 위한 공정이며 3-4공정은 열간 치형 단조와 냉간 사이징으로 헬리컬 치형 생성을 위한 공정으로 설계하였다. 1-3공정은 소재의 성형성을 높이기 위해 소재 및 금형을 각각 1000℃, 300℃로 열간 단조, 4공정은 치형의 치수정밀도를 높이기 위해 냉간 단조로 구성하였다.
열간 압축시험을 통해 얻은 물성치를 이용하여 유한 요소 해석을 실시하였으며 상용 유한 요소 소프트웨어(DeformTH)를 사용하였다. 3-4공정의 경우 치형 성형 정확도를 높이기 위해 321,860개 이상의 요소(Element)와 71,560개의 점(Node)로 성형 해석을 수행하였으며 공정 순서 및 성형 형상은 그림 3에 나타내었다.
총 4개의 공정 중 가장 중요한 치형 성형에 초점을 맞추어 성형 해석을 수행하였다. 치형 성형을 위해 상부에서 펀치가 가압하는 상부가압방식과 상부에 금형을 고정시키고 하부에서 펀치를 밀어 올리는 하부가압방식을 성형 해석을 통해 비교 분석하였다.
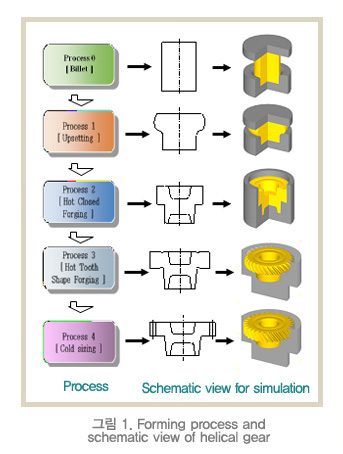
1-2공정은 열간 단조 공정으로 소재는 1000℃, 금형은 300℃ 정도로 가열 하고 윤활제는 고온흑연윤활제(Graphite)를 사용하였으며 200Ton 유압프레스에서 작업하였다. 헬리컬 치형 성형 공정인 3-4공정은 냉간 사이징에서 높은 하중이 걸릴 것으로 예상 되어 1000Ton이하의 유압프레스에서 작업을 수행하였다. 금형(Die-set)은 하부에 Punch를 고정시키고 상·하부 금형 전체를 가압하는 구조로 되어 있으며 8EA Gas Spring에 의해 가압 속도를 일정하게 유지하였다. 기존 헬리컬 기어 단조에서는 회전형 금형을 사용지만 본 연구에서는 금형의 회전 없이 기어 성형을 하는 방법을 사용하였으며 공정별 성형품의 사진을 그림 4에 나타나 있다.
본 연구에서는 기존의 압출형 헬리컬 기어 성형 방법이 아닌 다단 성형 공정을 이용하여 과도한 하중에 의한 금형 파손 방지 및 치수정밀도를 높이기 위해 유한 요소 해석 및 실험을 통해 다음과 같은 결론을 얻었다.
(1) 헬리컬 기어의 단조에서 일반적으로 회전형금형을 사용하였으나 금형에 회전을 주지 않는 방법으로 헬리컬 성형이 가능함을 확인하였다.
(2) 공정 설계, 소재의 유동성 및 하중 예측을 위해 유한요소해석을 실시 한 결과 치형부의 성형 공정은 하부가압방식으로 선정하였으며 냉간 사이징에서 높은 하중이 걸리는 것을 확인하였다.
(3) 실험과 성형 해석을 비교한 결과 성형 하중에서는 다소 차이를 보였으나 하부 성형 공정을 통해 Burr발생이 없음을 확인하였다. 향후 냉간 사이징 공정에서 하중을 최소화 및 치수정밀도 향상을 위한 연구를 진행할 예정이다.
|
|
|
| |
|
|
|
 |